My Garage
My Account
Cart
Genuine Dodge Colt Crankshaft
Crank Shaft- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
1 Crankshaft found

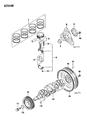
Dodge Colt Crankshaft
Essentially, the Dodge Colt Crankshaft's job is to turn the linear push of the pistons into the smooth spin that ultimately turns the wheels. The Crankshaft in the engine block, dialed in as it is, wields offset throws that connect to the connecting rods, converting reciprocating into rotational motion for the transmission and axle shafts. Over the years, the Dodge engineers fitted Colt engines with two principal Crankshaft types. Lower output trims received sturdy cast-iron units while tougher forged steel versions went to higher horsepower editions. The latter better resisted stress and vibration under heavy load. Since the first generation Dodge Colt, every generation has relied on this system. With good lubrication, it is designed to last the lifetime of the vehicle. However, lax oil care allows grit to scar the journals and metal-to-metal knocking may occur, while debris can stop movement and bend the Crankshaft. When abnormal vibrations happen, it can be dangerous. When the factory specifications are not followed, the Dodge Colt can be left stranded on the roadside. When the Crankshaft is being replaced, it often requires painstaking effort to align the bearing along with use of the precise torque values.
Looking for affordable and high-quality auto parts? Then you have already arrived at the proper online shop. We offer all Dodge Colt Crankshaft at great affordable prices. Moreover, all genuine Dodge Colt Crankshaft come with a manufacturer's warranty. In the long run, you would realize you have saved a lot of trouble and money with OEM parts from here.
Dodge Colt Crankshaft Parts Questions & Experts Answers
- Q: How to install a crankshaft and its bearing shells in 1.4L engine on Dodge Colt?A:Wipe out the bearing seats in the crankcase and the main bearing caps, as dirt left here can cause the bearing shell to bind on the crankshaft when fitted. Fit the shells into the crankcase seats with the flanged shell at the center position, ensuring that if old shells are reused, they are returned to their original locations. Oil the bearing shells liberally and carefully lower the crankshaft into place. Fit the bearing shells into their caps and install the caps in the correct numbered sequence, with their cast arrows pointing towards the timing belt end of the engine. Tighten the cap bolts progressively, in stages, to the specified torque, starting from the center cap and working towards each end of the crankshaft. Check that the crankshaft turns smoothly, then use feeler blades to check the crankshaft endfloat by inserting the blades between the center bearing shell flange and the thrust face of the crankpin, pushing the crankshaft in both directions to ensure maximum endfloat is obtained. If the endfloat is outside the specified tolerance, it may be due to wear in the bearing shell flanges, which is unlikely if the shells have been renewed. As a routine procedure, renew the crankshaft rear oil seal by removing the old seal and fitting a new one using a piece of tubing, oiling the seal lips, and bolting the seal retainer with support plate into position using a new gasket.
Related Dodge Colt Parts
 Dodge Colt Cam Gear
Dodge Colt Cam Gear Dodge Colt Crankshaft Thrust Washer Set
Dodge Colt Crankshaft Thrust Washer Set Dodge Colt Crankshaft Pulley
Dodge Colt Crankshaft Pulley Dodge Colt Oil Pan
Dodge Colt Oil Pan Dodge Colt Oil Pan Gasket
Dodge Colt Oil Pan Gasket Dodge Colt Oil Pump
Dodge Colt Oil Pump Dodge Colt Oil Pump Gasket
Dodge Colt Oil Pump Gasket Dodge Colt Rod Bearing
Dodge Colt Rod Bearing